|
 Corbin Type-R dies fit into a standard 7/8-14 TPI reloading press head. The external punch fits into a standard RCBS style shell holder slot in the ram. Not for use on light duty turret presses,
or those using universal shell holders instead of the T-slot ram, the type -R dies are an inexpensive way to get started in bullet swaging. Made in a 6-S ogive shape for .224 caliber, for jacketed rifle bullets with up to four dies per set. These include the CORE SWAGE, CORE SEAT, POINT FORMER, and LEAD TIP FORMER dies. The BSD-2-R set is the minimum required to make a rifle bullet, using a jacket (either commercial or drawn from a fired .22 case with the RFJM-224R die) and scrap lead (cast to fit the jacket ID in a CM-4 core mould) or lead wire (cut to length using a PCS-1 core cutter).
Corbin Type-R dies fit into a standard 7/8-14 TPI reloading press head. The external punch fits into a standard RCBS style shell holder slot in the ram. Not for use on light duty turret presses,
or those using universal shell holders instead of the T-slot ram, the type -R dies are an inexpensive way to get started in bullet swaging. Made in a 6-S ogive shape for .224 caliber, for jacketed rifle bullets with up to four dies per set. These include the CORE SWAGE, CORE SEAT, POINT FORMER, and LEAD TIP FORMER dies. The BSD-2-R set is the minimum required to make a rifle bullet, using a jacket (either commercial or drawn from a fired .22 case with the RFJM-224R die) and scrap lead (cast to fit the jacket ID in a CM-4 core mould) or lead wire (cut to length using a PCS-1 core cutter).  A kit consisting of a jacket maker die, core seater, point former, swage lube, core mould and handbook, called the KIT-224R, makes it easy to purchase of all the correct items for making free 224 bullets from fired 22 cases and scrap lead. A kit consisting of a jacket maker die, core seater, point former, swage lube, core mould and handbook, called the KIT-224R, makes it easy to purchase of all the correct items for making free 224 bullets from fired 22 cases and scrap lead.
PRO-SWAGE dies, Corbin PRO-1-R, are available in a single-die set that makes a soft lead, gas check, Base Guard, half-jacket, or 3/4-jacket bullets in calibers from .35 to .500. The most popular two styles of Pro-Swage are (1) Paper Patched Rifle, with a 1-E (1-caliber long elliptical ogive) nose, and a cup base, and (2) Base Guard Pistol or Rifle, which uses your choice of standard SWC nose plus the Base Guard disk base.
The ADVANTAGES of the -R dies over other types are:
- You don't need a special swaging press, but can use any sturdy single station reloading press that accepts standard RCBS type shell holders, and has a 7/8-14 tpi head.
- You can swage up to 58 caliber soft lead bullets using the PRO-SWAGE die.
The DISADVANTAGES compared to using dies for a Corbin press are:
- -R dies are three times slower to operate (since the reloading press holds the die with the mouth down, like a reloading die, and has no built-in ejection system)
- -R dies are limited to soft lead only to avoid breakage (224 and 243 may use wheelweight up to Bhn 8-10 with care).
- -R dies are only made in stock shapes and diameters (because custom work would cost the same as getting the faster, more versatile Corbin press/dies). Pro-Swage dies are basically core seaters, which must form a bullet with a .015-.020 shoulder between ogive and shank, in the semi-wadcutter style.
- Reloading presses usually have no bearings, use soft steel rams, and are designed with about a 4-inch stroke instead of 2-inch, so they do not provide the leverage, speed, or precision of a swaging press.
For more information about using your reloading press for swaging, see Reloading Press.
Silver Press
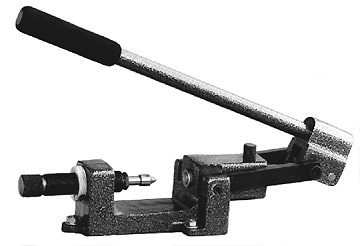
 The Corbin Silver Press is a discontinued model that was replaced by the more powerful and versatile S-Press. The Silver Press is similar to the Mity Mite press originally developed by SAS dies and produced by Corbin in the early 1970s. It was a horizontal stroke swaging machine that did much to popularize the concept of home bullet making and custom bullet making as a cottage industry.
The Corbin Silver Press is a discontinued model that was replaced by the more powerful and versatile S-Press. The Silver Press is similar to the Mity Mite press originally developed by SAS dies and produced by Corbin in the early 1970s. It was a horizontal stroke swaging machine that did much to popularize the concept of home bullet making and custom bullet making as a cottage industry.
The CSP-3 press only used type -M dies, which were 3/4-inch diameter but had a
5/8-24 threaded tendon to fit the ram. The press design was such that the ram and die moved back into the cast frame on the back stroke, so a larger die could not be put into the ram. The CSP-1 S-Press used a system where the die did NOT retract into the frame of the press, so nearly any size die could be used. Both type -M and type -S (1-inch OD) dies screw directly into the ram of the CSP-1 press.
The CSP-3 is shown only for reference and historical value. Books and printed literature discussing this press should be regarded as obsolete historical information. Parts are kept in stock for repair of existing Silver Presses. Any new purchase of an entry level swaging press should be the CSP-1 S-Press, which has a number of advantages and would cost no more to build today.
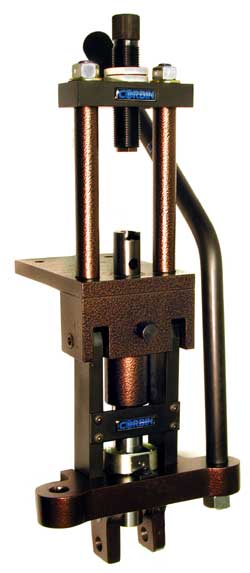
 The S-Press press is twice as powerful as the largest cast-frame reloading presses, with more than five times the breaking strength. Corbin -S or -M series dies fit into the press ram, with automatic ejection on the down stroke. You can also use standard 7/8-14 TPI loading press dies in the S-Press. This is our MOST versatile hand press, and the one we recommend for serious handloaders and prototype designers. Special powder coat finish is impervious to most chemicals, heat, salt air, and abrasion. If you are interested in starting your own swaging business at minimal cost, this would be the correct press to consider.
The S-Press press is twice as powerful as the largest cast-frame reloading presses, with more than five times the breaking strength. Corbin -S or -M series dies fit into the press ram, with automatic ejection on the down stroke. You can also use standard 7/8-14 TPI loading press dies in the S-Press. This is our MOST versatile hand press, and the one we recommend for serious handloaders and prototype designers. Special powder coat finish is impervious to most chemicals, heat, salt air, and abrasion. If you are interested in starting your own swaging business at minimal cost, this would be the correct press to consider.
The CSP-1 was designed as a combination swaging and reloading press, with the emphasis on power, strength, and alignment. It is a commercial grade product that has found a home both in industry and in the well-equipped hobbyist's shop. Because it can use the special type -S die with a 1-inch diameter body and a thrust-bearing shoulder in its hardened alloy steel ram, the S-Press has the ability to use harder lead. It can handle alloys up to Bhn 8-10 depending on the caliber and complexity of the shape. Blunt shapes in smaller caliber can accept harder material and still produce a good bullet, whereas sharper pointed shapes in larger calibers take a great deal of force even to flow soft lead.
The S-Press works with older -M dies and with pre-2002 S-Dies which have a slotted ejection punch head. The 2002 and later version of the S-punch uses a larger diameter head with a hole completely through it. The stop pin, in the front of the press, is different depending on which kind of die is to be used. Older dies with a slotted punch use the SHORT pin. Newer dies with a hole through the punch head use the LONG pin. The LONG pin provides for support on both sides of the ram, and is more than 200% stronger than the earlier method of ejection. While the short pin MAY be used with the newer style ejection punch, it does not provide as much support and protection against bending as the new, longer pin.
This press uses four precision roller bearings in the links. The ram moves inside two inch-long oil-impregnated bushings. The toggle linkage moves inside a high pressure bearing in the tail of the ram. No moving parts, in fact, are without a bearing in this press design, whereas few other presses have even one bearing.
The frame of the CSP-1 press is machined from steel. Consequently, it is considerably smaller than cast iron presses with less than a fifth of its power and one third of its strength (or less).
An optional floor stand (CSP-S) is offered to put the press at a comfortable level for long production runs. It can also be mounted directly to the top of your reloading bench. The press comes with a floating punch holder for the external (top) punch, a reloading adapter to hold RCBS shell holders with a spring/ball bearing detent, a primer catcher tray that slips over the ram and catches spent primers when the press is used for reloading, and instruction book. Any type -M, type -S or type -R die can be used in this press. When possible, it is better to use the type -S (for strength).
 With a 2-inch, 4-inch and 6-inch triple stroke, the Mega Mite (CSP-2)
is suitable for reloading up to .50 caliber MG as well as swaging bullets
from .224 to .458 caliber.It accepts type -H dies in a 1-inch by 12 TPI ram, and a large floating punch holder FPH-1-H or reloading adapter bushing in the 1.5-inch
by 12 TPI head.
With a 2-inch, 4-inch and 6-inch triple stroke, the Mega Mite (CSP-2)
is suitable for reloading up to .50 caliber MG as well as swaging bullets
from .224 to .458 caliber.It accepts type -H dies in a 1-inch by 12 TPI ram, and a large floating punch holder FPH-1-H or reloading adapter bushing in the 1.5-inch
by 12 TPI head.
Originally designed as a helper press to go along with the powerful Corbin Hydro-press (Model CHP-1) and use the same dies and punches, the CSP-2 is often used as the sole press for a prototype or custom bullet shop. It is the ultimate
hand powered reloading and swaging press; nothing larger in size offers anything greater in power and strength, since most large presses have been built with 40,000 psi to 80,000 psi cast iron frames and no bearings. The CSP-2 utilises alloy steels in its frame tha can handle upward of 120,000 psi, and moving joints that operate inside heavy duty bearings, either roller or solid depending on the load requirements.
If you want to make bullets larger than .458 diameter, or harder than Bhn 8-10, this is the smallest press that will do the job. Large bullets may require a case-by-case analysis to determine if the press is suitable: some large diameters are easily formed because their length is suitable to the stroke, while others of the same or smaller diameter might be unsuitable because of the length of the ogive or complexity of the shape. Any compound leverage hand press generates its maximum power at the end of the stroke: if work is required earlier in the stroke, careful analysis of the available power curve is required. We do that for you, of course, and guarantee that anything we recommend will work. Many clients start a custom swaging business based on this press.
The CSP-2 Mega-Mite Press takes the type -H die, and comes with a reloading
adapter kit that
converts the 1-1/2 inch by 12 thread per inch head to 7/8 by 14 thread per
inch, extends the
ram and accepts regular RCBS button shell holders for reloading. A single
link pin can be moved to a new position to give you a long reloading stroke.
An optional SK-1-H Stripper Kit can be installed for rapid redrawing and trimming of bullet jackets (the die fits the press head, using the 1-1/2 by 7/8-14 bushing, and the punch fits the ram). Bearings are installed in the press head to guide the operating rods, and matching mount holes in the moving ram plate connect the rods to the moving ram.
We recommend that you use the CSP-2 press on the optional floor stand (CSP-S), as it is very large (70-pounds) and may not be conveniently positioned
on some reloading benches.
 The world's most powerful bullet swaging press...
The world's most powerful bullet swaging press...
The Corbin Hydro-press is the world's most advanced custom
swaging system, with the ability to manufacture lead wire, jackets, gas
checks, base guards, bullets from .224 to 22mm, and to reload calibers
up to 20mm. It swages the hardest lead alloys in calibers from .224 to .512,
and can produce bullet weights to 1000 grains, lengths to 3 inches. The dies for this press are type-H. They also fit the Mega-Mite. We strongly recommend the use of a Hydro Press for large and long calibers, such as the 50 BMG, even though these can be made (with effort) on a hand press.
The Hydro-press weighs aproximately 350 pounds and can be ordered for
either standard USA 115-120 volt 60 Hz power, or the export version with 220-240 volt 50 Hz power. Power is furnished by a self-contained
1.5 HP motor, operating within the enclosed cabinet, which is forced-air cooled with two 100 cfm fans. Air expands through a narrow gap in the cover, over the lower portion of the cabinet,
which is an integral hydraulic fluid reservoir. The expanding air cools the tank and allows continuous production operation even in hot climates. The minimum ambient temperature
for running the CSP-1 is 60-degrees F, which is well within the normal room
comfort zone.
A vast array of tools and dies are available for the Corbin Hydro-press,
including lead wire extruders, hollow lead tubing extruders, bullet swage dies of every imaginable type and size including those up to an inch in bore diameter (cannon shells and 4-bore slugs), jacket making tools that use either strip or tubing as the starting point, bullet and jacket redrawing dies, and much more. One interesting special die is the dual-diameter sizer, which can transform a regular bullet into one which has less friction in the barrel with the same or better guidance and at the same time eliminates jamming or tight bolt closure with short throated chambers and barrels.
The Hydro-press can be shipped by truck or air freight. It has been exported
to virtually
every country not on the prohibited list for US sales, and is in use by
armament labs,
research and development firms, defense contractors, and private individuals
making an
excellent living with custom bullets sales. Part of the service that comes
with the system
is assistance with your market and sales planning, including publicity
contacts, press
release guidance, and software to help you start and grow
your business.
And don't forget,
if you are buying production equipment from Corbin, our design services are
furnished without
charge. (Design is often the most costly portion of a business start-up, far
more than the
hardware.)
Paper patched or composite hard and soft lead two-part
bullets are easy to swage in a single die (if the bullet has a shoulder between nose and shank) or in two dies (for smoothly curved junction between the nose and the shank). The proper dies are type -H for the Corbin Mega-Mite and Corbin
Hydro-Press. Bullet swaging techniques are discussed and illustrated on Corbin's "Swaging" page.
|



 Corbin Books
Corbin Books
 Type R Dies
Type R Dies Opportunities!
Opportunities!

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}